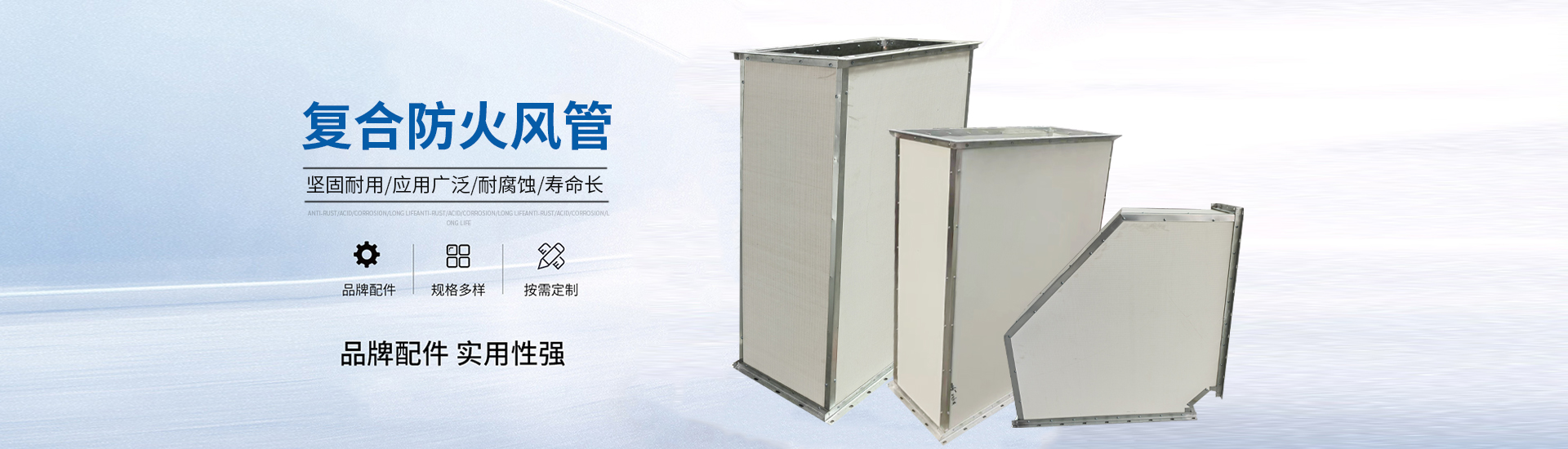
专注中央空调末端设备及通风管道的制造
18553465969
查看分类
手机:18553465969
联系人:张经理
电话:-
业务QQ:821607751
网址:www.lyktgs.com
地址:山东省德州市武城县鲁权屯镇腾鸿大街58号
相关的产品和信息有:
 在线客服
在线客服 18553465969
18553465969 821607751@qq.com
821607751@qq.com QQ交谈
QQ交谈